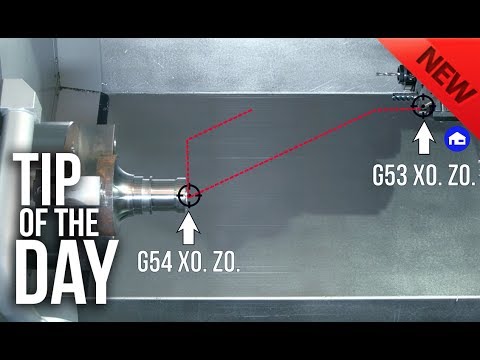
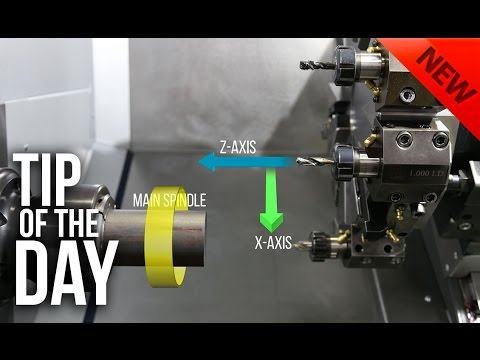
Use G53, not G28, to Cut Cycle Times and Position Your Lathe Turret – Haas Automation Tip of the Day
Use G53 Instead of G28 to Send Your Haas Mill to Home Position – Haas Automation Tip of the Day
Use G53, not G28, to Cut Cycle Times, Position Your Lathe Turret
G code for beginners Part 2 G53 How and when to use
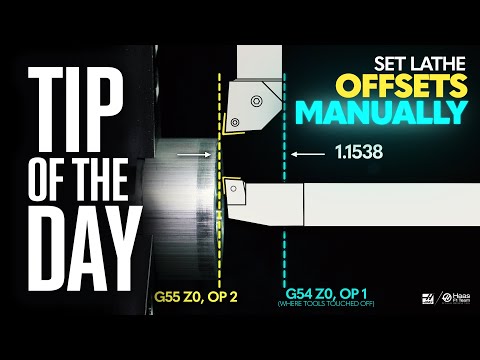
Set Your Lathe Offsets Manually - Haas Automation Tip of the Day
Accu-Pro VMC Mill - Explaining the G53 Code – Work Offset
what happen if g28 code not given in first block in cnc turning program.
HOW TO MOVE TURRET TO ITS REFERENCE POSITION//USE OF G28,G30 CODES
Use G14 to Program Your Lathe Sub-Spindle The Easy Way - Haas Tip of the Day
Tormach Machinist Quick Tips – G28 Command
Drilling on a Haas Lathe: Everything You Need to Know – Haas Automation Tip of the Day
CNC Tech Tip - How to use G28 and G30 G-codes using GRBL
Master the G71 Roughing Cycle! - Haas Automation Tip of the Day
X-carve g28 g30 and homing
The Proper Way to Tighten Tools on Your Haas BMT Turret
Make This Part On Day One – Haas Automation Tip of the Day
Part-Off Like a Pro! - Haas Automation, Inc.
Use G14 to Program Your Lathe Sub Spindle The Easy Way Haas Tip of the Day 한글
CNC LATHE PROGRAMMING - SINGLE POINT THREADING
Understanding G28 on your CNC Machine