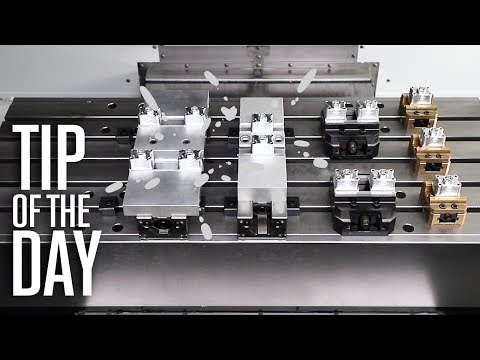
Run More Than One Part at a Time; How Production Shops Use M97 - Haas Automation Tip of the Day
9 Lines of Code Every CNC Machinist Needs To Know! - Haas Automation Tip of the Day
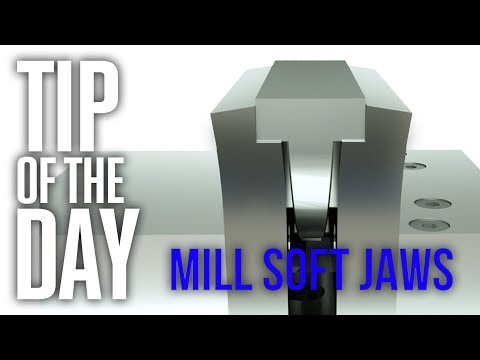
Mill Soft Jaws: The Proper Way to Make and Use Them – Haas Automation Tip of the Day
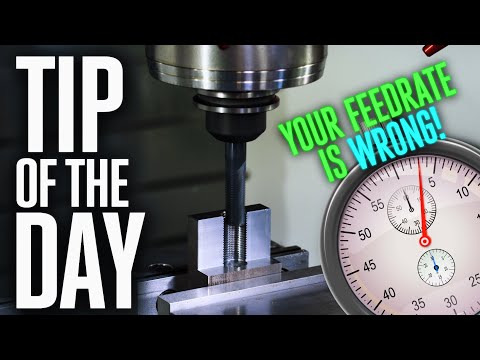
YOUR FEEDRATE IS WRONG! – Haas Automation Tip of the Day
Set Up Live Tools Properly on Your Haas Lathe – Haas Automation Tip of the Day
How Canned Cycles Work with G98 & G99 - Haas Automation Tip of the Day
CNC Engraving Made Easy Using G47 – Part 1 – Haas Automation Tip of the Day
Set Work Offsets in Seconds – Haas Automation Tip of the Day
Avoid Chatter on Your Mill - Haas Automation Tip of the Day
How to Start A Job in the Middle of The Program – Haas Automation Tip of the Day
How to Square and Indicate a Vise on Your CNC Mill – Haas Automation Tip of the Day
What is G-Code? – Haas Automation Tip of the Day
G82 Dwell Time Explained – Haas Automation Tip of the Day
Machining Magic: Rotate Your Part with G68– Haas Automation Tip of the Day
How to Learn to Code - 8 Hard Truths
Set Your Lathe Offsets Manually - Haas Automation Tip of the Day
Top 6 Coding Interview Concepts (Data Structures & Algorithms)
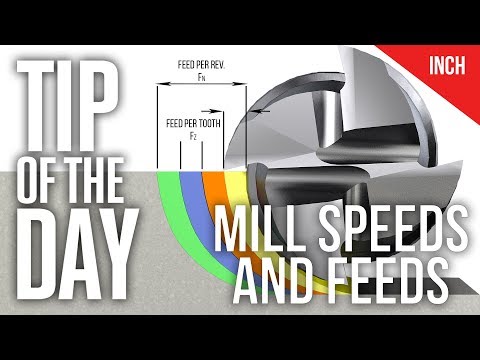
How To Calculate Speeds and Feeds (Inch Version) - Haas Automation Tip of the Day
In-Process Part Measurement; Probing in 5 Simple Steps - Haas Automation Tip of the Day
Better Programming Tip
Use G53 Instead of G28 to Send Your Haas Mill to Home Position – Haas Automation Tip of the Day
Make This Part On Day One – Haas Automation Tip of the Day
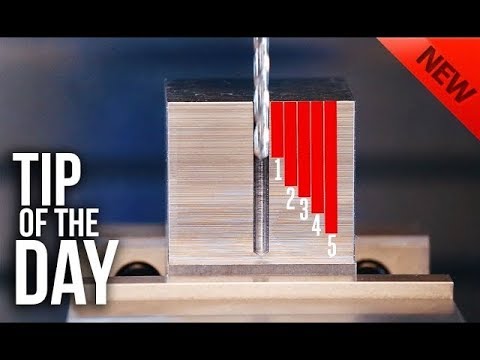
Don't Waste Cycle Time; Peck Drilling Essentials - Haas Automation Tip of the Day
Loading Tools? Always Do This First. Boring Bars and Probes - Haas Automation Tip of the Day.
How to: Set Tool Length and Work Offsets – Haas Automation Tip of the Day