Avoid Disaster Using the Haas Single Block Function - Haas Automation Tip of the Day
TITAN FUNDAMENTALS: Dry Running your CNC Program
Use G53 Instead of G28 to Send Your Haas Mill to Home Position – Haas Automation Tip of the Day
How to Command a Safe Tool Change Position to Avoid Fixtures and Rotaries – Haas Tip of the Day
Daily Machine Maintenance - Haas Automation Service
Simple Peck Tapping Using a G84 Tapping Cycle – Haas Automation Tip of the Day
What Does That Icon Mean? - Haas Automation Tip of the Day
How to Stop Your Program With an M Code – Haas Automation Tip of the Day
Save Time on Your Haas Mill by Pre-Staging Tools! – Haas Automation Tip of the Day
(EN)Run, Stop, Jog and Continue
Unwind Your Haas Rotary Back to Zero Quickly – Haas Automation Tip of the Day
Mistake Proof Your Setup with Probing - Haas Automation Tip of the Day
Easily Convert Your MDI Program to Memory – Haas Automation Tip of the Day
80/20: HAAS Automation Interviews Don Wood
G82 Dwell Time Explained – Haas Automation Tip of the Day
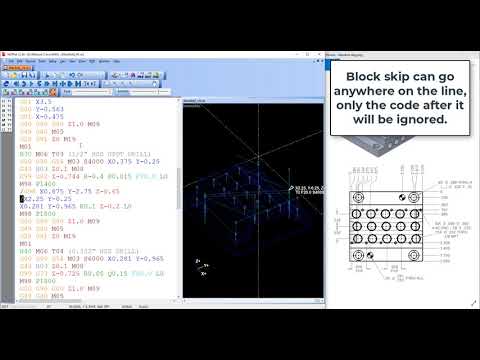
Block Skip/Delete
Easily keep track of your parts using the Haas M30 counters – Haas Automation Tip of the Day
CNC - Single Block Cycle
Copy Your CNC Programs Quickly and Easily – Haas Automation Tip of the Day
Touching off Tools on a HAAS Mill (one way of many)